





















The same thread milling cutter with different product life?
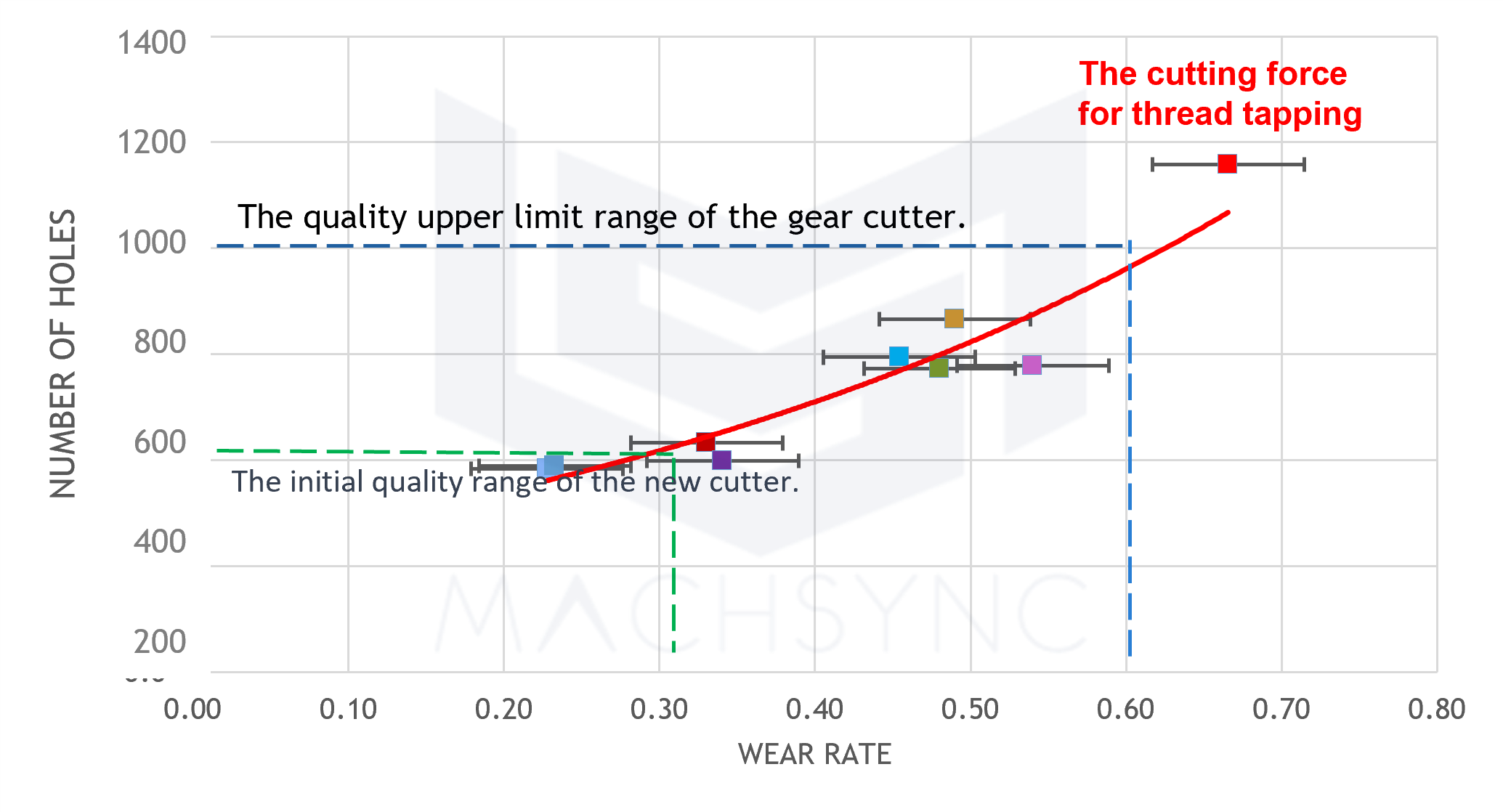
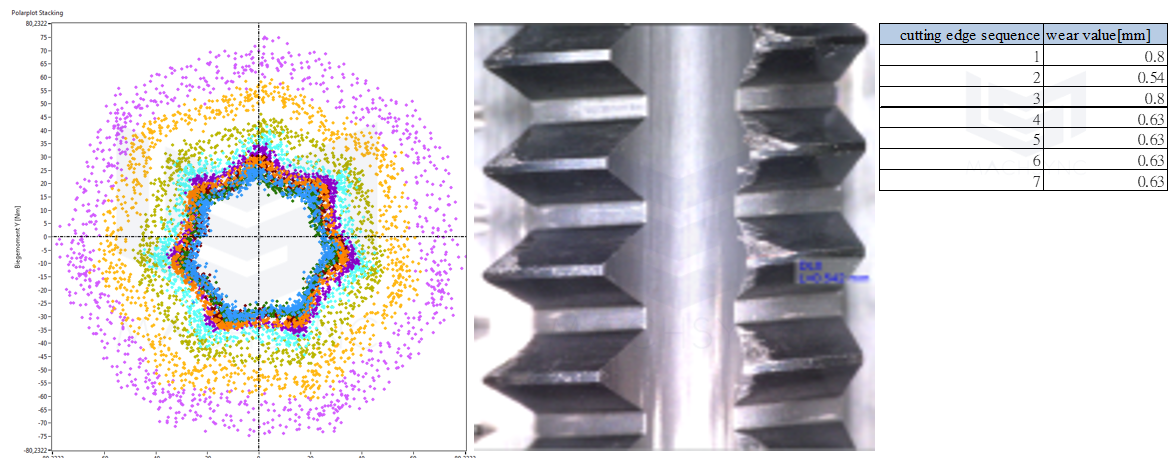
The tool's quality of life can be found in the research below. Under the same machine, parameters, and workpieces, the number of holes that can be tapped by each same type of thread milling cutter is different. Let's see what is going on?