

































齒輪
過去齒輪一直以手工的方式製造,隨著鐘錶的普及才開始機械化,到工業革命後就陸續有齒輪專用的加工機,雖然都統稱為「齒輪」,但其實它有各式各樣的形狀,能分為正齒輪、傘形齒輪、螺旋齒輪、齒條與小齒輪等。
齒輪是許多部件加工製造中難度較高的關鍵組件,它必須精準地製造出每一齒的分割形狀、角度、齒尖形狀與齒溝形狀,也因為齒輪的樣態非常多,需要仰賴專屬多軸設備與特殊刀具的完美配合,才能以同動的加工模式使齒輪精準地製造出來。
過去齒輪一直以手工的方式製造,隨著鐘錶的普及才開始機械化,到工業革命後就陸續有齒輪專用的加工機,雖然都統稱為「齒輪」,但其實它有各式各樣的形狀,能分為正齒輪、傘形齒輪、螺旋齒輪、齒條與小齒輪等。
目前齒輪加工有包含幾種加工方法,包含齒輪毛胚加工、齒面加工、熱處理與齒面的精加工,毛胚加工在整個齒輪的加工過程中是很重要的步驟,齒面與檢測的基準會在此階段進行加工,因此工時的比例也會佔掉大部分的製程,對生產效率與齒輪加工的品質有很大的影響,餘量過多過少都會增加齒輪的加工時數與降低精度。
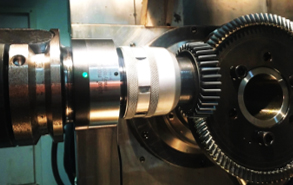
齒輪加工(切削齒輪的齒)的方式主要有創成法與成型法,創成法是指將齒條形的切削工具朝齒輪的圓盤擠壓,藉此削去圓盤周圍的加工法。相較於創成法,成型法則是利用形狀與齒輪溝槽相同的切削工具,透過銑床加工的方法進行,而除了上述的兩種方法,也有用來製造傘形齒輪的模板法,或鍛造的塑性加工方法。
齒輪的加工極其複雜,對於品質而言,以傳統的監測方法難以得知齒輪在加工過程中品質逐漸變異的趨勢,若牽涉到更高精度的領域,工件無法下料需要線上做檢測,才能避免二度加工的風險,若是以線下的方法來做品管檢查,可能有很大的機率會直接報廢,最佳的狀態就是一氣呵成地將齒輪加工完成。另外,齒輪在加工的過程中,是以多軸多角度的同動切削成型,代表著加工所需量測的變因非常多,若單指振動量測,會有許多時規頻率的重疊現象,再加上更細微的加工變異,以及進給不斷地改變特性,是幾乎檢查不出加工過程中的錯誤。
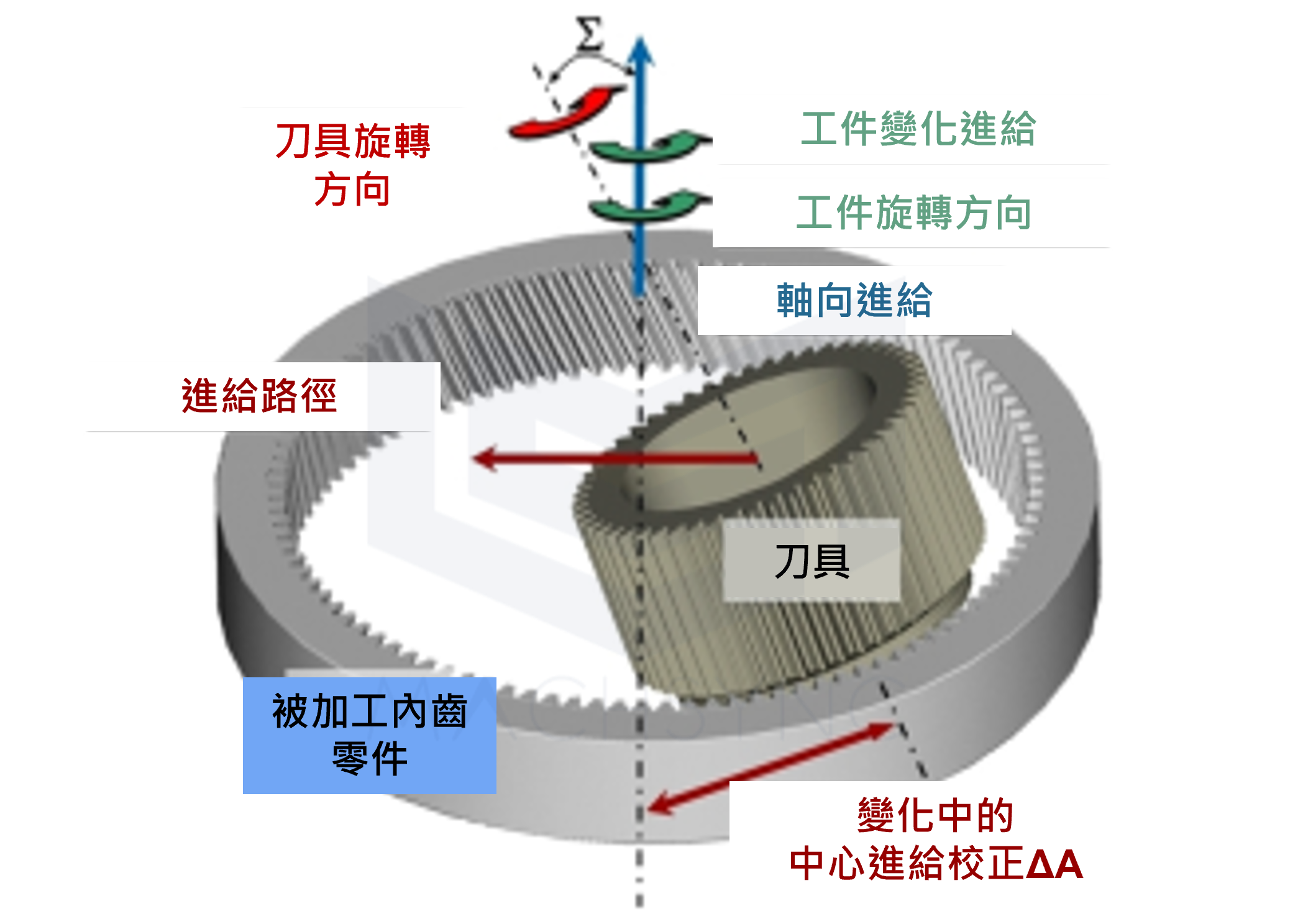
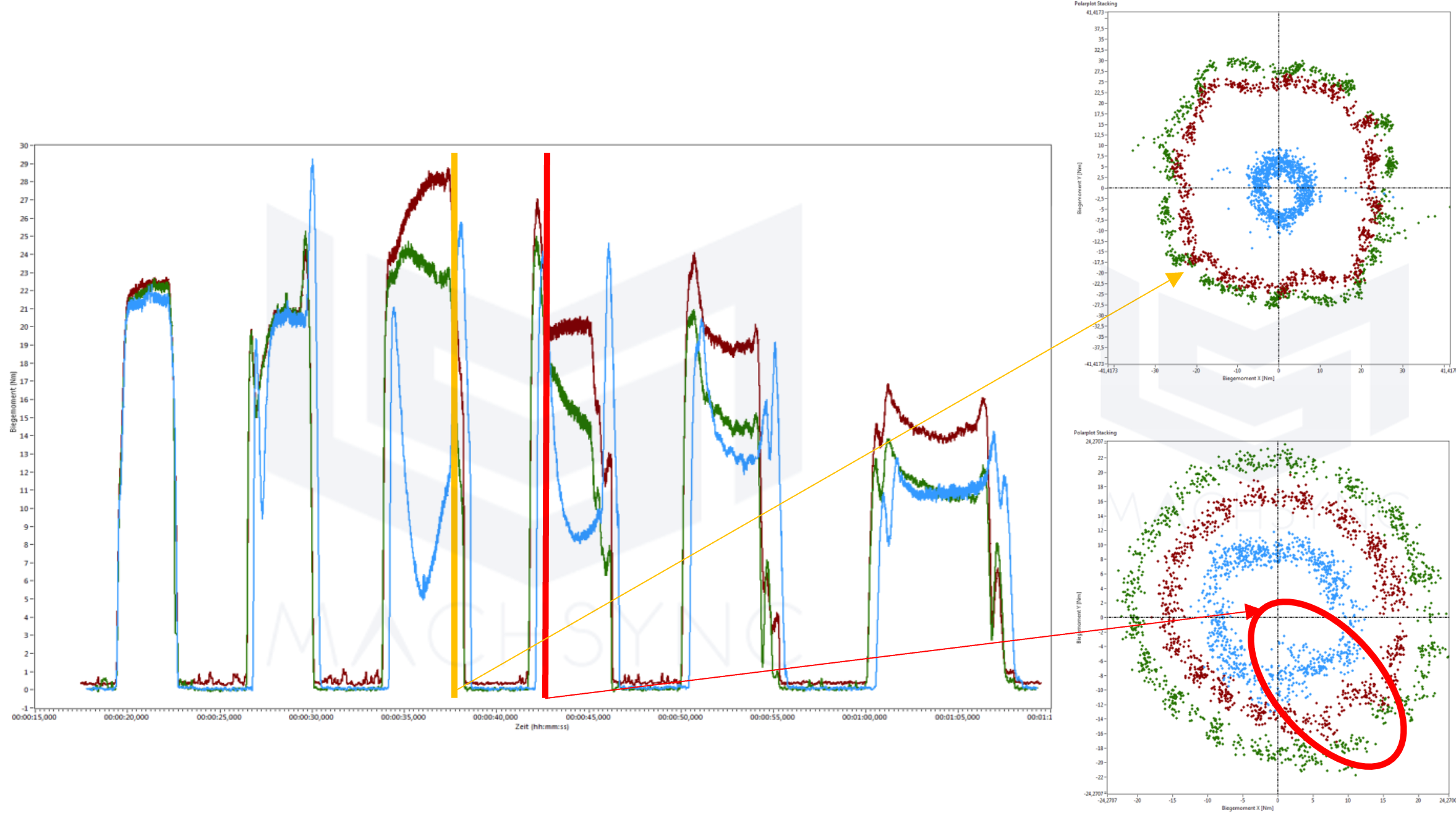
透過智慧刀把的無線傳輸特性,能夠在多軸同動的狀況下沒有任何干涉與阻礙,運用智慧刀把的彎矩力,精準地重現每一齒在切削經過的過程中感測出刀具本身的磨耗、齒輪成形過程中的偏心、刀齒與齒輪間的多重撞擊、滾齒咬出每一痕的均勻力量,以及每一齒尖到每一齒溝的表面粗糙度監測,並且在加工過程中即時反應呈現。如上圖所示,在每個時規特性的切削力變化下,每一齒的力量也伴隨著變化進給下不同的力量趨勢,這樣的趨勢在極座標圖中的呈現,會像同心對稱的花朵般展開與收縮,若有其中一齒產生不對稱的變化,代表著工件本身的某一齒已經在加工過程中產生損毀。而若是在幾個等分的狀況下切削力是不均勻的,那就會是刀片端的損耗問題,需要馬上更換刀片。
透過智慧刀把所量測出的模型,回歸到齒輪運動的本質,就是每一齒與每一溝所產生的訊號,力量都應是均等的,再加上直觀的極座標圖,能夠簡單清楚的呈現齒輪被成形的運動型態,得以讓複雜的齒輪加工能更輕鬆地被現場的操作者快速辨別出品質的變異,提升加工效率。



