

































什麼是刀具壽命與磨損呢?
在切削時,會產生熱與摩擦而有物理與化學作用的綜合結果,稱為「刀具磨損」,而刀具在損壞前所經過的切削時間,稱之為「刀具壽命」,主要會採用刀具磨損量的預定值作為判斷依據,生產中常會根據加工條件去確定壽命與工時。
那為什麼會斷刀呢?原因有很多種,包含進給過快、撞機或刀具壽命到達極限,而斷刀的發生會產生許多成本,甚至使設備受到損害,造成大量的損失,因此刀具壽命的監控就顯得非常重要。
相信許多人有遇過斷刀的情形,在進行切削時,刀柄的磨損會造成切削過程有不穩定的狀況,嚴重影響刀具壽命,可能會導致無法切削品質不佳甚至是斷刀,最終壞件。而影響刀具壽命包含了許多內部因素,我們要如何進行磨損評估與使用壽命的監測呢?
在切削時,會產生熱與摩擦而有物理與化學作用的綜合結果,稱為「刀具磨損」,而刀具在損壞前所經過的切削時間,稱之為「刀具壽命」,主要會採用刀具磨損量的預定值作為判斷依據,生產中常會根據加工條件去確定壽命與工時。
那為什麼會斷刀呢?原因有很多種,包含進給過快、撞機或刀具壽命到達極限,而斷刀的發生會產生許多成本,甚至使設備受到損害,造成大量的損失,因此刀具壽命的監控就顯得非常重要。
造成刀具磨損的原因有很多種,除了長時間切削造成的磨損之外,隨著切削力與溫度的上升也會使刀具磨損,而影響刀具壽命的因素可分為內部與外部,內部包含刀具的材質、刀具鍍層與刀具的尺寸,而外部因素則為夾持力、切削參數、工件材質、刀柄磨損、機台設備狀況與切削液的選擇,以上這些因素都會影響刀具壽命的長短,可以透過長期的數據累積與分析紀錄出最適合目前製程的任何資訊,這將能讓刀具發揮最大效益,也能降低不必要的成本產生。
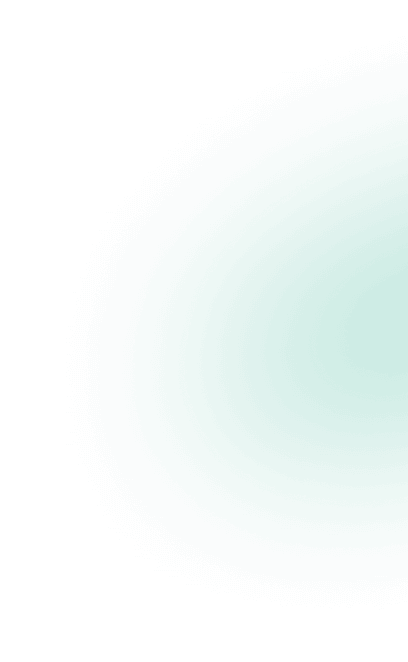
透過左圖可以瞭解到在不同的材料,用同樣的刀具、切削參數與條件下,可以精準知道切削次數與壽命之間的關係。
藍色線:切削狀態力量既均勻又平穩。
紅色線:雖然整體的切削力量皆均勻,但每次入刀的力量都不太穩定。
紫色線:每次切削力量都有明顯逐步加大,和其他材料比較起來,它的壽命最短,或是刀具與參數等條件不符合此材料使用。
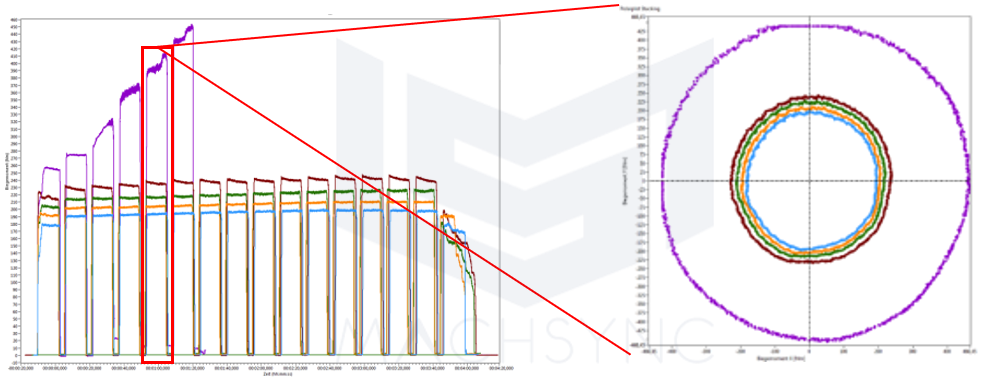
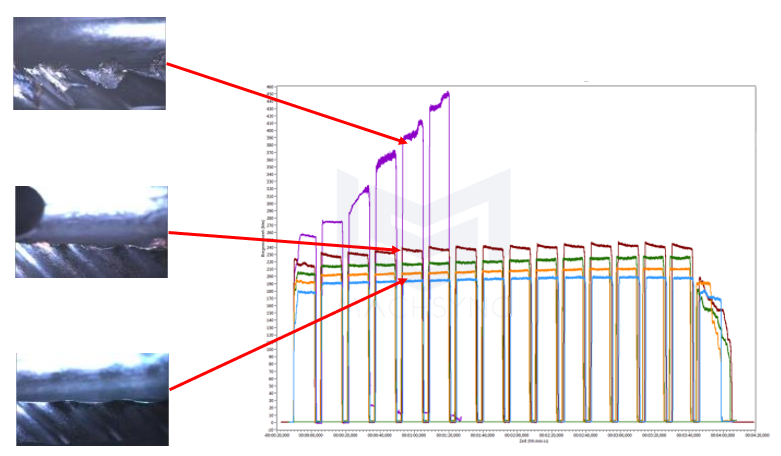
在一個特定的力量下,只要每次切削的力量重現性是很均勻地微量成長,代表它的加工參數調適性與刀具壽命之間的平衡是良好的,但隨著成長的幅度開始拉高時,將會讓後面的加工過程中產生越來越不穩定的切削力,也意味著往後加工的工件品質差異也越來越大。
最終,我們會發現這個不穩定的力量急遽上升,直到超過負載而斷刀,因此我們能從這些顯著的數據,精準預測斷刀前的徵兆。
刀具經過切削會產生熱與摩擦而有「刀具磨損」,在刀具損壞前所經歷的時間就稱為「刀具壽命」,造成刀具磨損與影響壽命的因素有很多種,包含刀具本身的條件或其他切削相關的外部因素,因此在刀具壽命的預估大多會以長久累積下來的切削經驗為主;透過智慧刀把的監測可以從刀具接受到的力量進行觀測,當所有條件都相同但切削不同材質的工件時,可以從圖中發現切削次數與壽命的關係,雖然剛開始的切削力可能是均衡的,隨著時間可以發現越來越不穩定的切削力,並從中預測出斷刀的徵兆。



