

































碳纖維加工
碳纖維在加工時基體與纖維會有較為複雜的相互作用,在物理特性上與金屬有很大的區別,碳纖維的密度較小但強度大於大部分的金屬,另外,在加工過程中因為不均勻性,常會出現纖維拉出或基質纖維脫離的問題,再加上碳纖維的耐熱與耐磨,在設備上也有一定的要求,在過程中產生的大量切削熱對設備來說將會是個大挑戰。
隨著材料輕量化與卓越性能的要求越來越高,碳纖維與其複合材料的應用也越來越廣泛,其中最難控制的就是成本與生產效率的問題,像是材料成本、批量化成型加工成本、高速高效生產高質量低成本的碳纖維複合材料等,這些都成為產業中備受關注的議題,那我們該如何改善這些問題?
碳纖維在加工時基體與纖維會有較為複雜的相互作用,在物理特性上與金屬有很大的區別,碳纖維的密度較小但強度大於大部分的金屬,另外,在加工過程中因為不均勻性,常會出現纖維拉出或基質纖維脫離的問題,再加上碳纖維的耐熱與耐磨,在設備上也有一定的要求,在過程中產生的大量切削熱對設備來說將會是個大挑戰。


確保碳纖維的加工品質相較於傳統的金屬材質而言非常地困難,碳纖維絲有各種不同的編織方式,再加上包覆出的結構型態會有各種不同方向與強度,這表示加工切削路徑要根據碳纖維結構強度的方向與夾治具的設計,才能擁有非常完美的製程整合,否則不論修邊、修形與鑽孔都會產生不良的毛邊或振動甚至是壞件,而智慧刀把配合著專用的碳纖維切削刀具就能即時反應出切削力穩定度,以及每根碳纖維絲有沒有順利被刀具剪除,最終能讓專用刀具的壽命大幅提升。
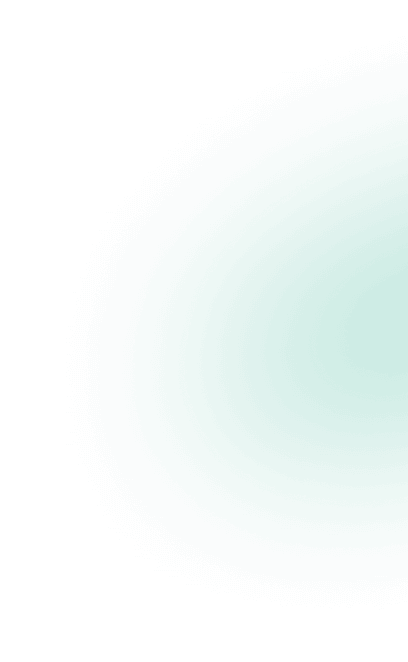
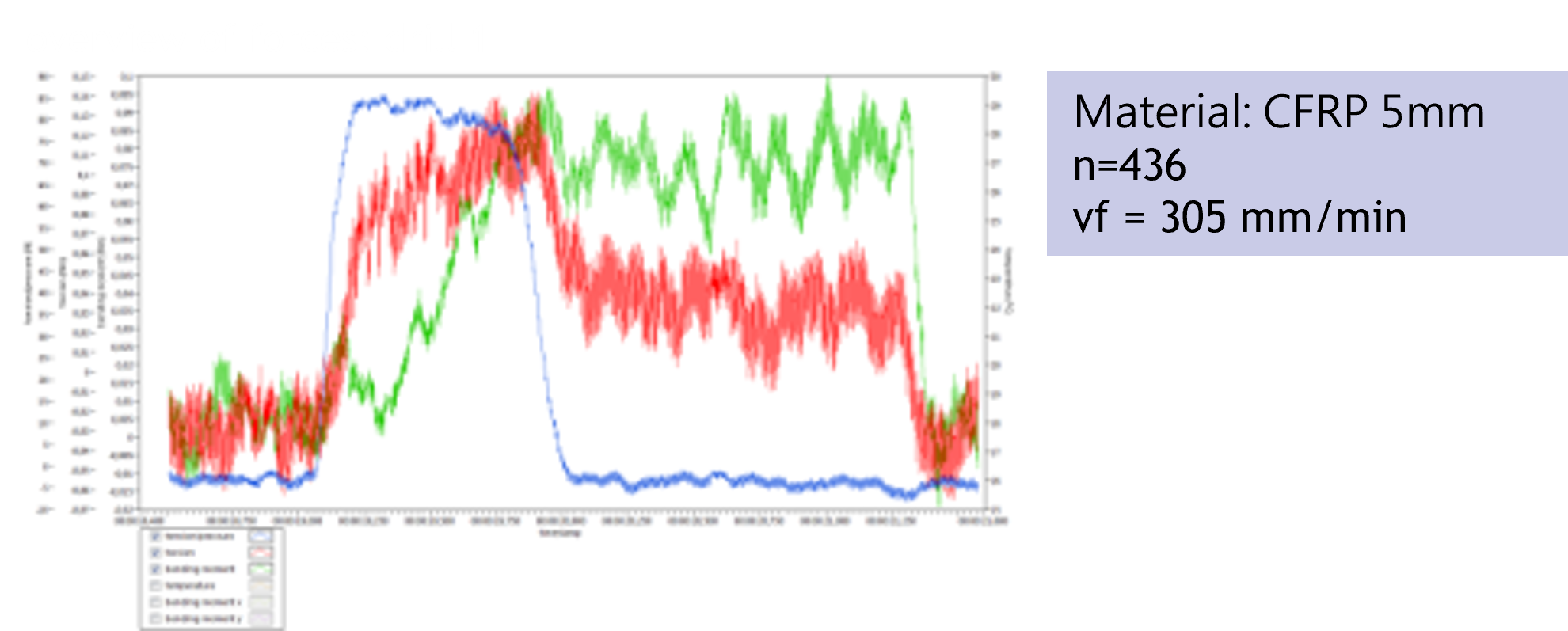
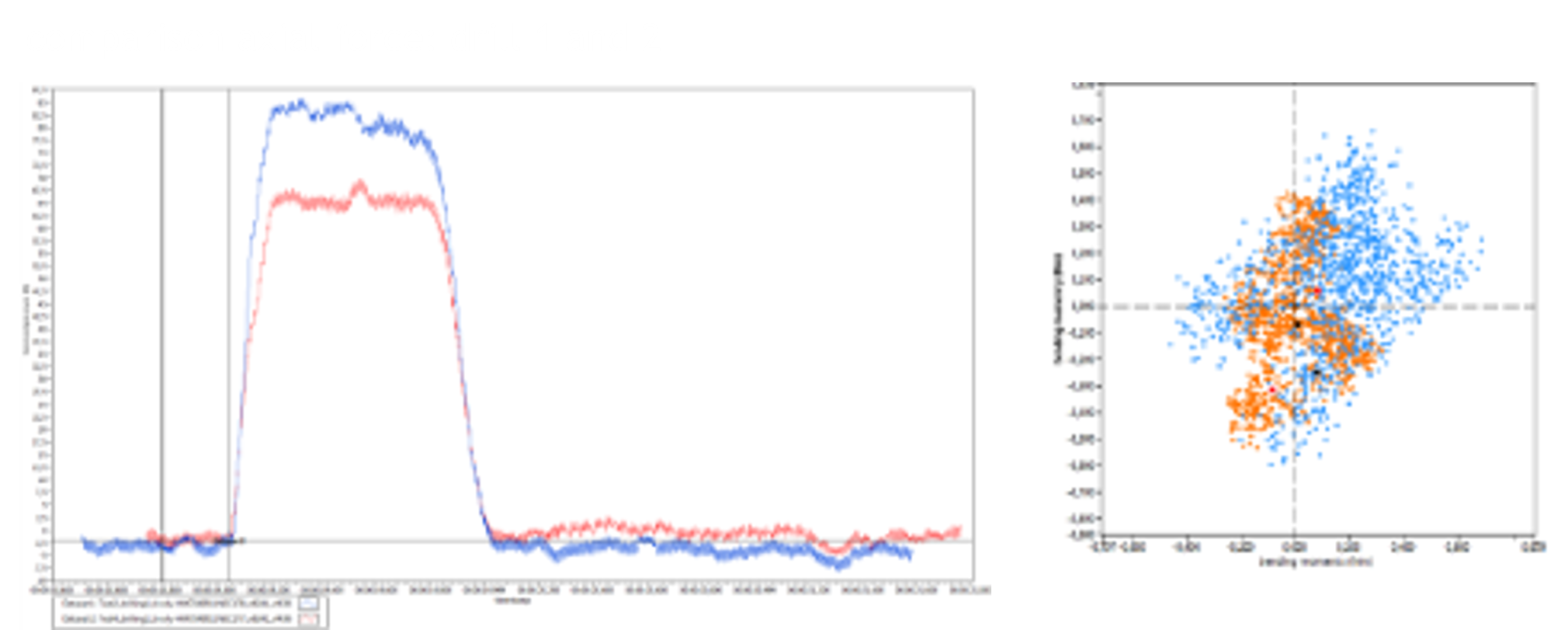
下圖案例為加工碳纖維板材修邊,可以從圖中看到夾具在不同的夾持位置下,會有不同的切削振動反應,每個異常振動都會讓碳纖維件有嚴重地毛邊與破損,且新刀與舊刀的振動變化也不同,因此我們透過智慧刀把的數據分析改善夾具的跨距,避免異常振動。
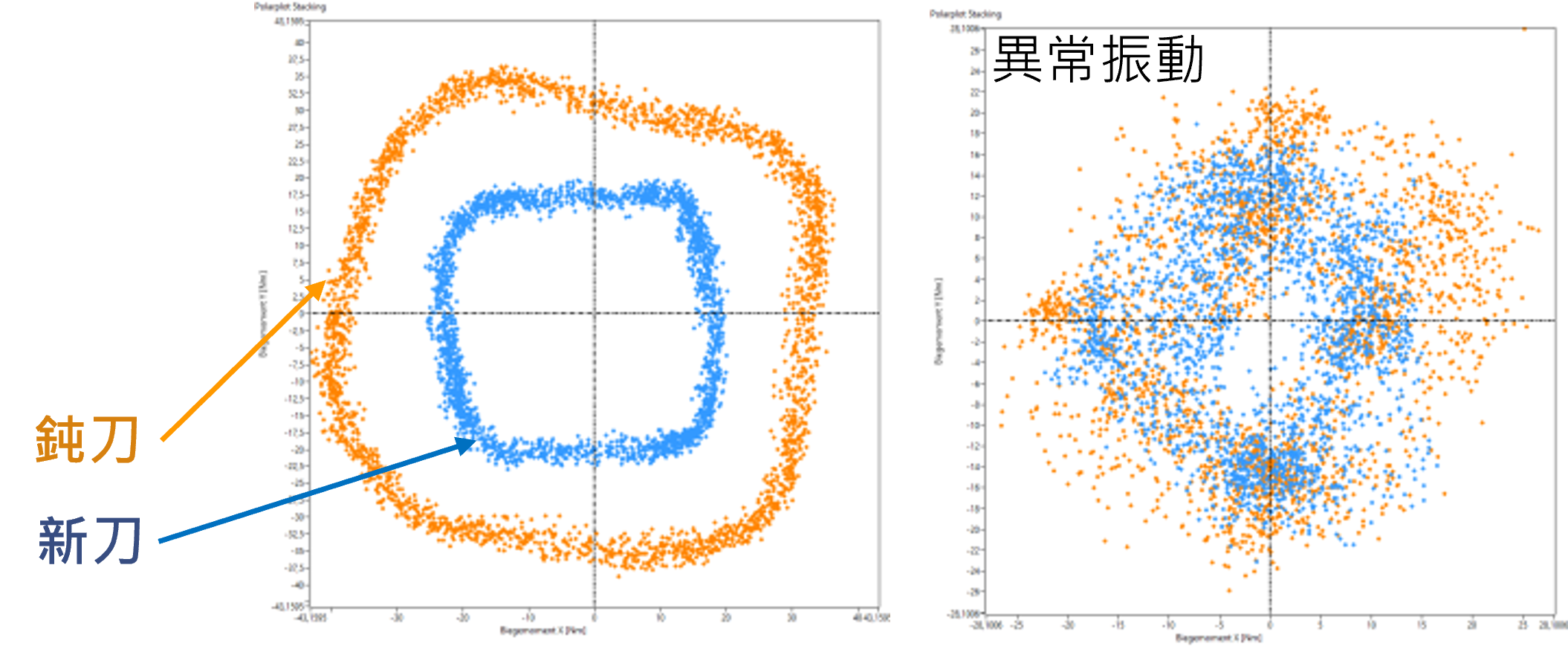
另外,從扭力圖中可以看出不論是新刀或舊刀皆看不出任何的品質差異,數據也無法分析,這是因為機床本身沒有任何振動與負載反應,這些振動全都來自於碳纖維工件本身,因為工件太過於輕盈,又非常的硬脆,我們只能透過靈敏度非常高的智慧刀把,觀測專用刀具的彎矩力才能掌握切削品質。
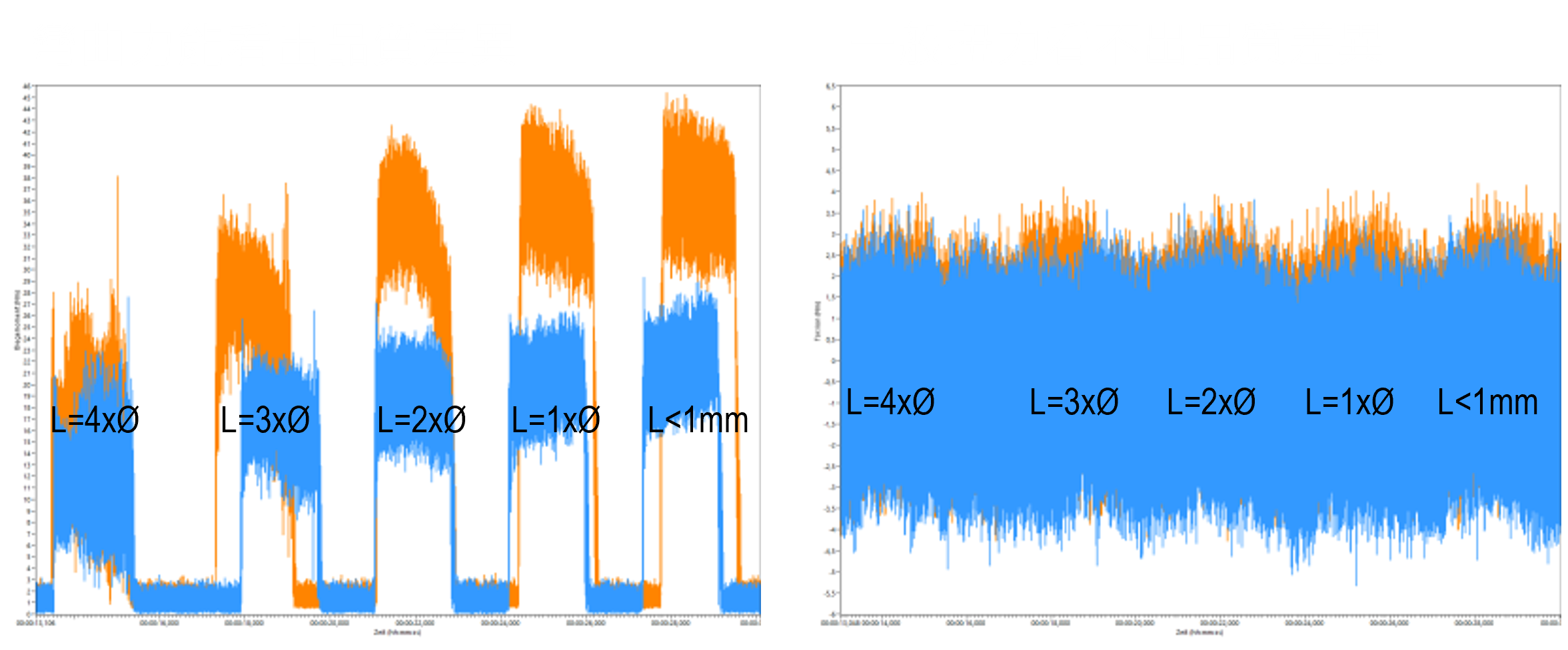
優化前
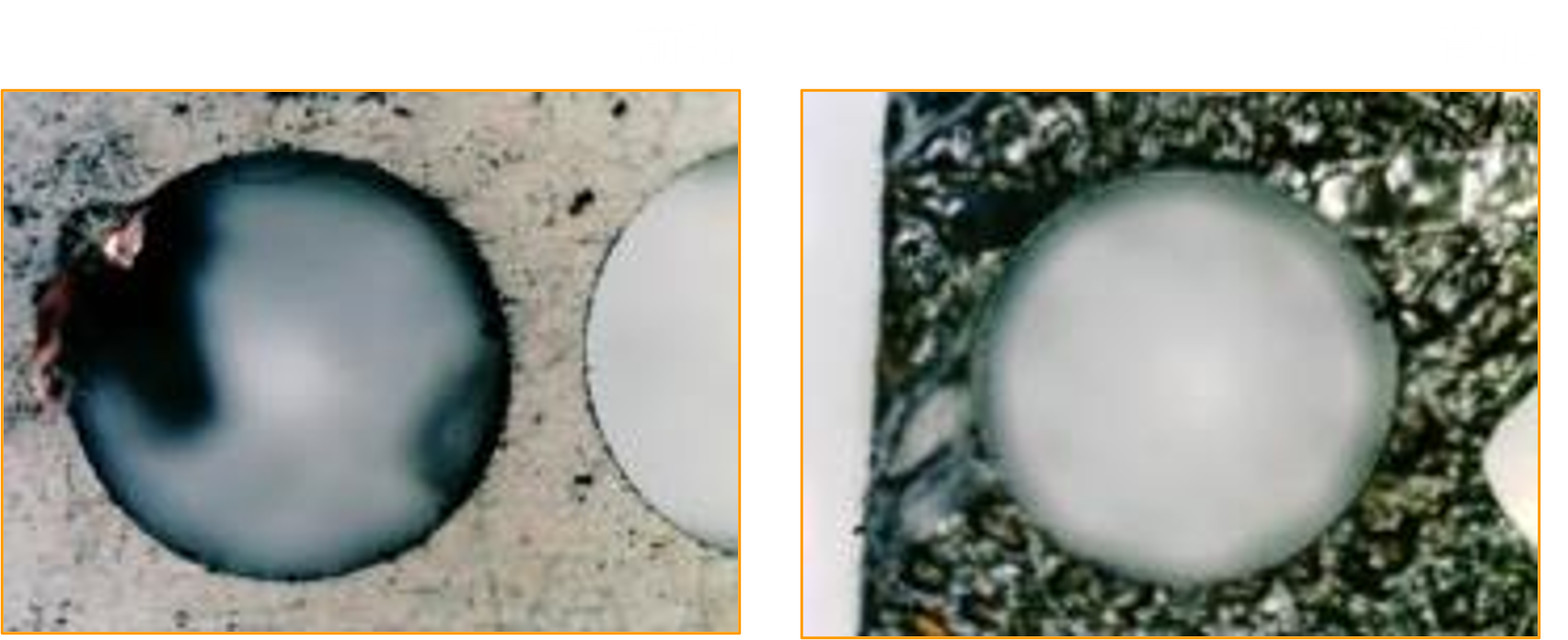
優化後
碳纖維件的鑽孔加工最令人苦惱的就是背孔品質,透過智慧刀把的鑽孔優化,可以觀測出不同的彎矩力會反應出不同軸向力,而最適切的參數會讓軸向力在切削過程中既平穩又不費力,也能讓背孔毛邊降低並提升刀具壽命,目前最成功的案例是在碳化矽的陶瓷煞車碟盤通風孔加工,製造商成功讓碟盤通風孔背孔零破損,也省下非常龐大的刀具成本。
主圖photo by 馬森科技
本文由馬森科技Machsync創作,請勿商用或以任何方式散播、贈送、販售。未經許可不得轉載、摘抄、複製及建立圖像等任何使用。如需轉載,請與 馬森科技Machsync 聯絡。



