

































同型牙刀也有不同的壽命?
刀具品質壽命可以從下圖研究發現,在同樣的機器、參數與加工件下,每一支同型牙刀能夠攻牙的孔數皆不相同,來看看是怎麼回事吧?
相信很多人都遇過牙孔品質檢測的困難,其實就算加工過程穩定不卡屑,也只能暫時將品質視為良好,我們無法得知牙孔數量越大時,品質何時會NG?又會在哪一孔NG?甚至加工過頭,使刀牙斷裂在孔內,這次本文將延續上篇探討關於攻牙刀具可以帶給加工者多少的KPI效益。
刀具品質壽命可以從下圖研究發現,在同樣的機器、參數與加工件下,每一支同型牙刀能夠攻牙的孔數皆不相同,來看看是怎麼回事吧?
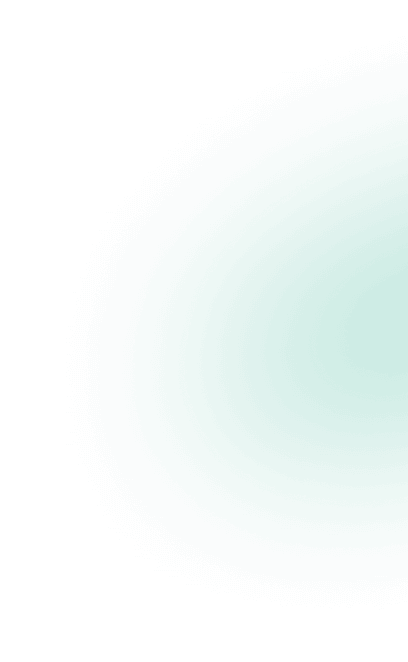
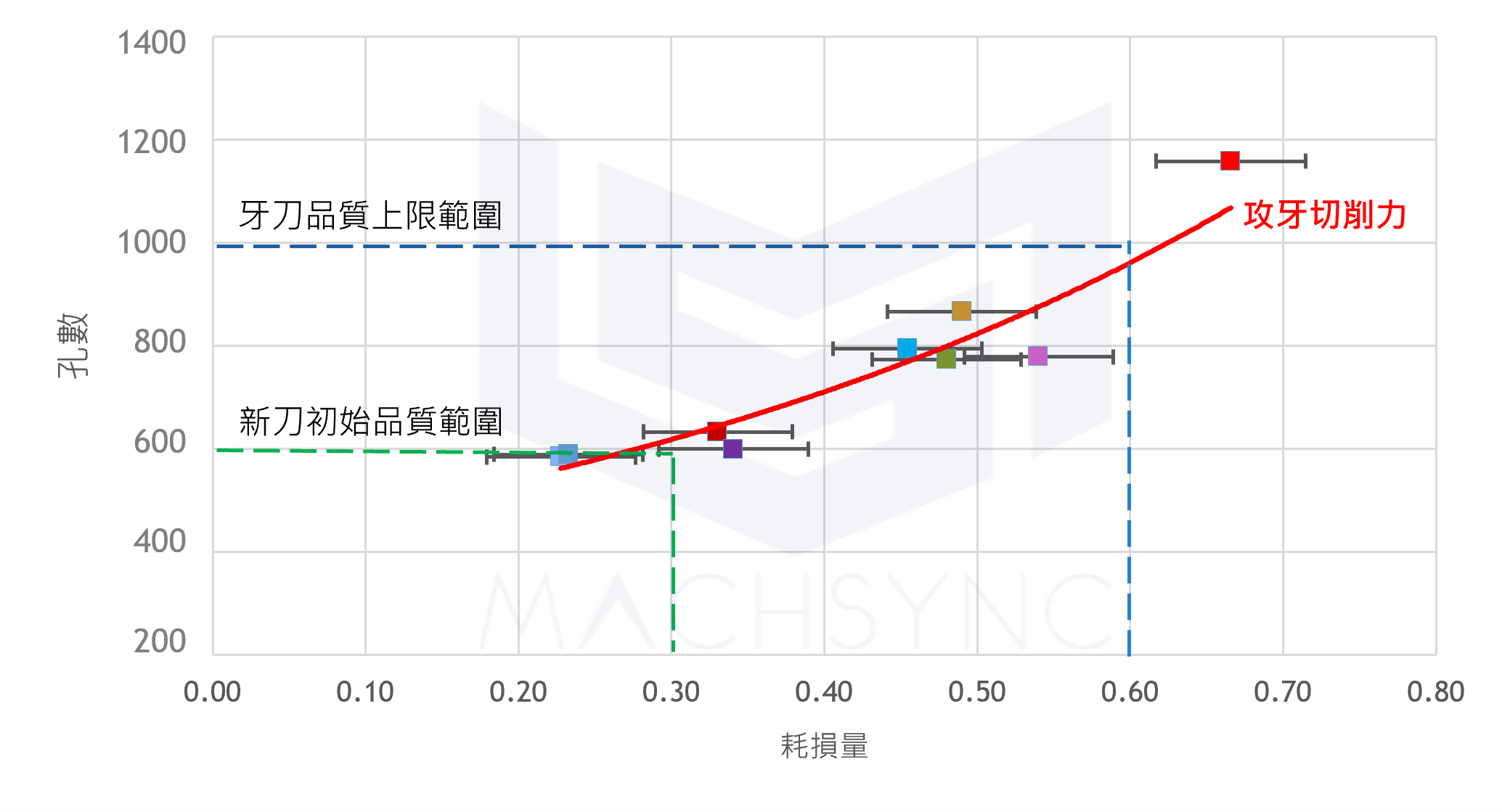
上面兩張圖顯示相同類型的新牙刀剛上線加工時,在同樣的加工數量下,刀刃的磨損值已不相同,但差距非常小,而加工至一定數量後,每一支的磨耗值差距開始擴大,當實驗加工將近上千孔時,已有刀子磨損耗盡,並攻牙出NG牙孔,最後實驗結束可發現,這八支一樣的攻牙刀當中,最高的可攻下一千五百個品質良好的牙孔,KPI的差距幅度高達1.5倍。
傳統作法是依靠過去累績攻牙數量的經驗,並取最小的加工數作為換刀基準,假設一個牙孔的加工費用是2.5元,這當中將會有1250元的利潤差距,若沒有使用智慧攻牙監測,會因為害怕牙刀不知何時會斷在工件內,而一直以最小加工孔數替換刀具,最終失去更多利潤。
既然能清楚定義牙刀的KPI,就有利於判斷採購國產刀與進口刀的性價比,甚至挑選更合適的牙刀、鍍層種類、優化參數、電機特性及下孔深,就算此段製程已經用傳統方法累積經驗,看似已經優化的製程,只要善用智慧刀把,事實上還能夠優化出更多利潤。
主圖photo by Adobestock
本文由馬森科技Machsync創作,請勿商用或以任何方式散播、贈送、販售。未經許可不得轉載、摘抄、複製及建立圖像等任何使用。如需轉載,請與 馬森科技Machsync 聯絡。



