

































刀具鍍層
僅靠一種鍍層是無法滿足各種機械性能的要求,而每個切削方式與工件材質都有合適的刀具鍍層種類,因此刀具鍍層其實能分類得非常複雜,常見的有Tin、TiCN、AlTiN等,它們各自有不同的硬度、厚度、摩擦係數、耐熱溫度與塗層顏色,相較之下,經過鍍層的刀具擁有更全面且良好的綜合性能,因此適鍍層對於刀具是非常重要的。
刀具鍍層是刀具壽命影響因素之一,每個切削方式與工件都各有適合的鍍層種類,但不同的鍍層種類真的對刀具與切削有影響嗎?只是用看得有辦法知道哪個種類是適合目前正在切削加工的嗎?那我們就來看看使用相同刀具不同鍍層會有什麼樣的切削結果吧!
僅靠一種鍍層是無法滿足各種機械性能的要求,而每個切削方式與工件材質都有合適的刀具鍍層種類,因此刀具鍍層其實能分類得非常複雜,常見的有Tin、TiCN、AlTiN等,它們各自有不同的硬度、厚度、摩擦係數、耐熱溫度與塗層顏色,相較之下,經過鍍層的刀具擁有更全面且良好的綜合性能,因此適鍍層對於刀具是非常重要的。

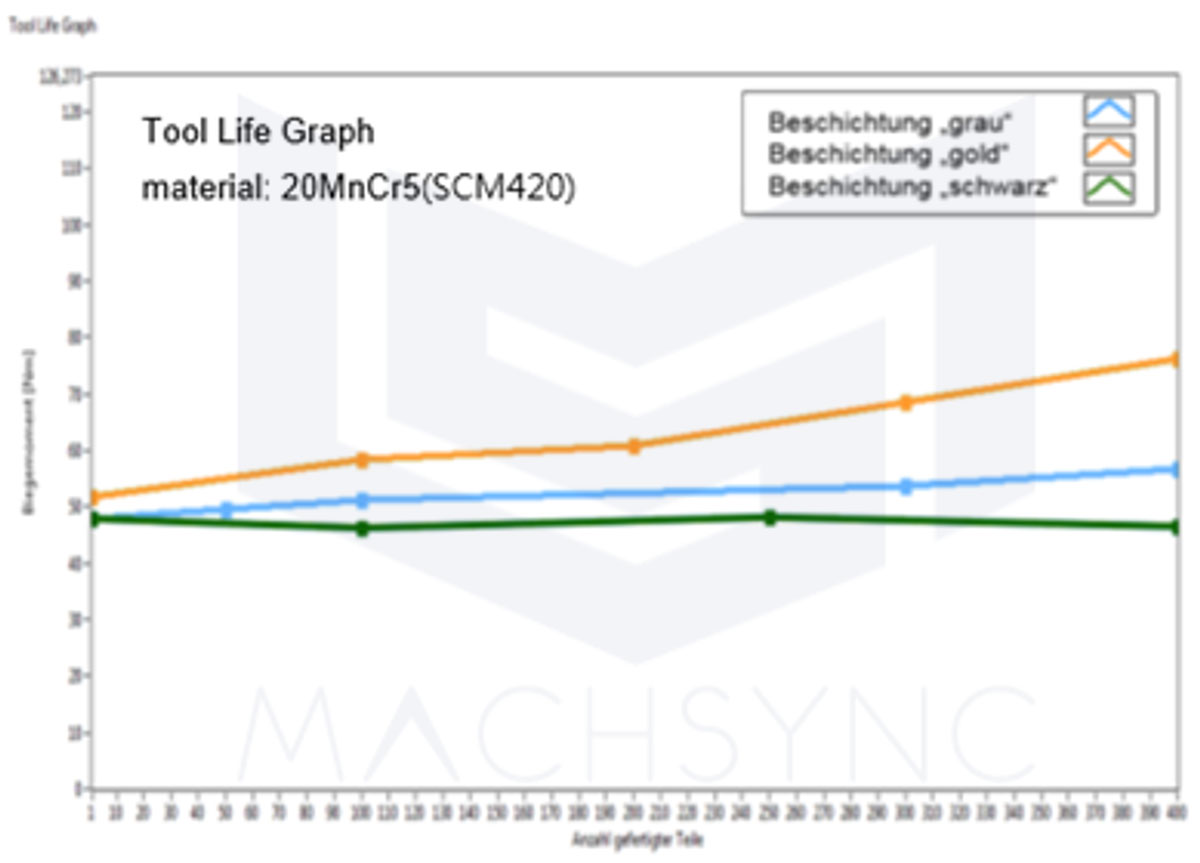
圖(一)
圖(二)
在上述中提到,每個切削方式與工件都有合適的鍍層材質,並不是所有的鍍層都適合應用在每個切削上,那真的是這樣嗎?從圖(一)可以看到有三種不同的鍍層材質,各是TiN、TiCN與AlTiN,我們使用相同的刀具鍍上三種不同的材質對滲碳鋼進行切削,可以從圖(二)中發現當製造數量越多時,TiN的彎舉力逐漸變大,而另外兩種鍍層的變異量卻不大。
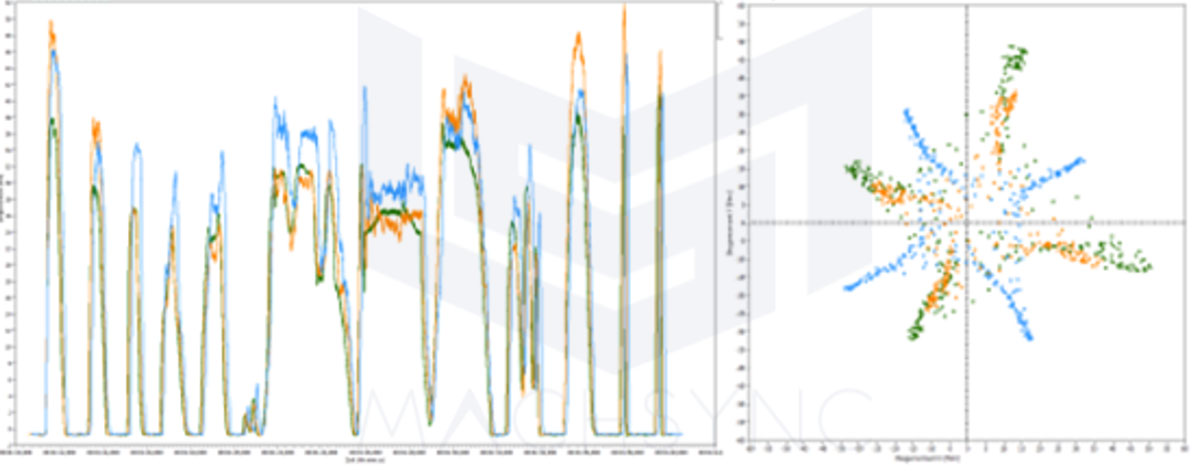
加工第一個工件時
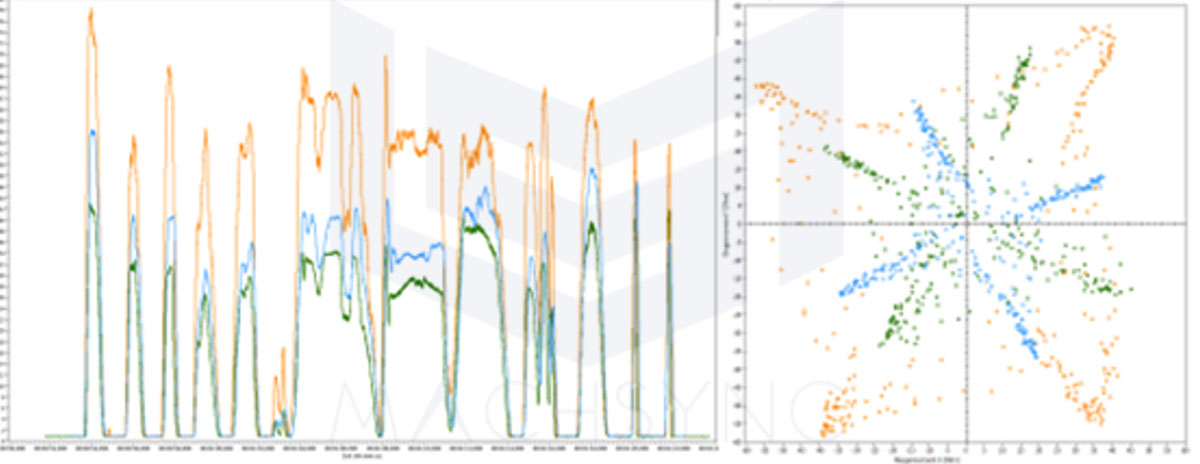
加工到第四百個時
再從圖中來看,切削第一個工件時,其實三種鍍層的刀具所產生的曲線與極座標圖差異不大,最後直到加工至400個工件時,從下圖得知Tin鍍層的刀具在切削時已出現變異,甚至與其他兩者有極大的差異,此時不僅是刀具的磨損問題,工件的品質也產生損壞。
由上述可得知,相同的刀具鍍上不同材質的鍍層,對於切削而言也會產生極大的影響,雖然在剛開始加工時可能與變異量不大,但在大量加工的過程中,可能早已產生品質的變異,若是到加工結束後才發現,就已無法避免龐大的成本產生,不僅是成品面臨報廢的問題,也要再付出更多的時間與檢測的人力成本,透過智慧切削的協助,能盡早發現錯誤並進行調整,才能優化製程,使效益最大化。
主圖photo by adobestock
本文由馬森科技Machsync創作,請勿商用或以任何方式散播、贈送、販售。未經許可不得轉載、摘抄、複製及建立圖像等任何使用。如需轉載,請與 馬森科技Machsync 聯絡。



