

































什麼是切削液?
切削液也被稱為切削油、冷卻液或潤滑劑,為機械加工中幫助工件與刀具冷卻並潤滑的專用液體,有可能是油、膏劑、凝膠、植物油、水或其他材料,大部分在切削時都會使用切削液,但有時會因為工件材料而定,像是若切屑多為短屑狀,會易與切削液混合並堵塞排屑孔,反而使效率降低。而良好的切削液是具備熱焓量大、提高工件及刀具潤滑性、無生化危險以及防止機械跟刀具生鏽。
切削液在加工過程中除了扮演冷卻或潤滑的角色,在深孔鑽的加工是非常有助於排屑,然而刀具出水方式有非常多種,有從刀把端、筒夾端或刀具端本身,尤其從刀具出水的壓力狀況會大大影響深孔的排屑順暢度與夾持力,甚至影響加工精度。
切削液也被稱為切削油、冷卻液或潤滑劑,為機械加工中幫助工件與刀具冷卻並潤滑的專用液體,有可能是油、膏劑、凝膠、植物油、水或其他材料,大部分在切削時都會使用切削液,但有時會因為工件材料而定,像是若切屑多為短屑狀,會易與切削液混合並堵塞排屑孔,反而使效率降低。而良好的切削液是具備熱焓量大、提高工件及刀具潤滑性、無生化危險以及防止機械跟刀具生鏽。
切削液在切削加工中扮演重要的角色,加工時刀具與工件會摩擦生熱,而周遭的空氣導熱較差,可能會造成熱量凝聚在工件上結果導致變形,透過切削液能冷卻工件且避免這樣的情況產生。除了冷卻外,切削液還可加速切削且減少摩擦與刀具耗損,也有助於防止切削時有過熱的情形。
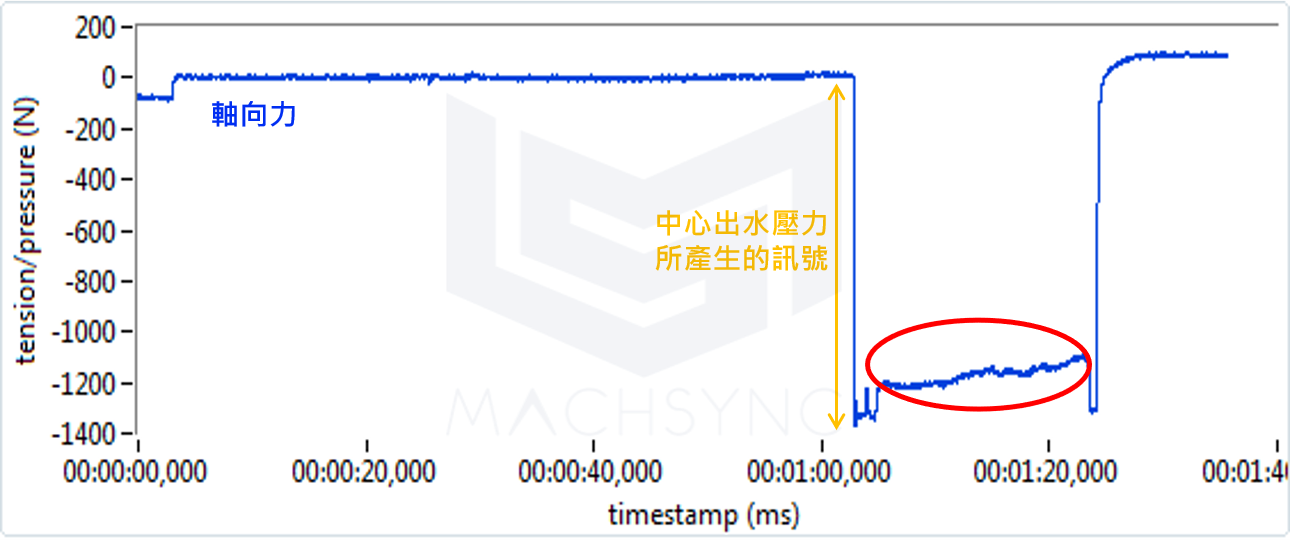
圖中的藍線為智慧刀把偵測到的軸向力,在01:00至01:25的訊號是開啟中心出水的時間,可發現這個力量其實非常龐大,大到足以影響刀具的夾持精度與加工下刀瞬間的精度,而往往在加工成形後所產生的品質不良,對於內孔來說非常難檢驗出問題,若回溯找尋肇因又會花費非常多時間來調適中心出水的壓力,針對各種不同的深孔該怎麼快速調適出適當的壓力值,圖中紅圈的部分為鑽孔的正向壓力與中心出水的負向壓力綜合的力量結果,可看到鑽孔隨著深度力量逐漸往上,而訊號沒有劇烈的跳動,表示排屑狀況是非常健康的。

上圖為我們測試出每一個階段壓力值所對應的軸向力,這個軸向力會與鑽孔在最深的切削力有適當的比例,因此要設定出既能夠順暢排屑,又能維持良好精度,也不會脫刀的最佳壓力值,是非常顯而易見的。



