























鑽頭是什麼?
鑽頭是一種切削工具,能透過旋轉運動,將工件去除材料後產生孔,鑽頭擁有不同的尺寸與形狀,且已進行標準化(分為公制與英制),大部分截面都為圓形,但某些專用鑽頭也能產生非圓形橫截面的孔。
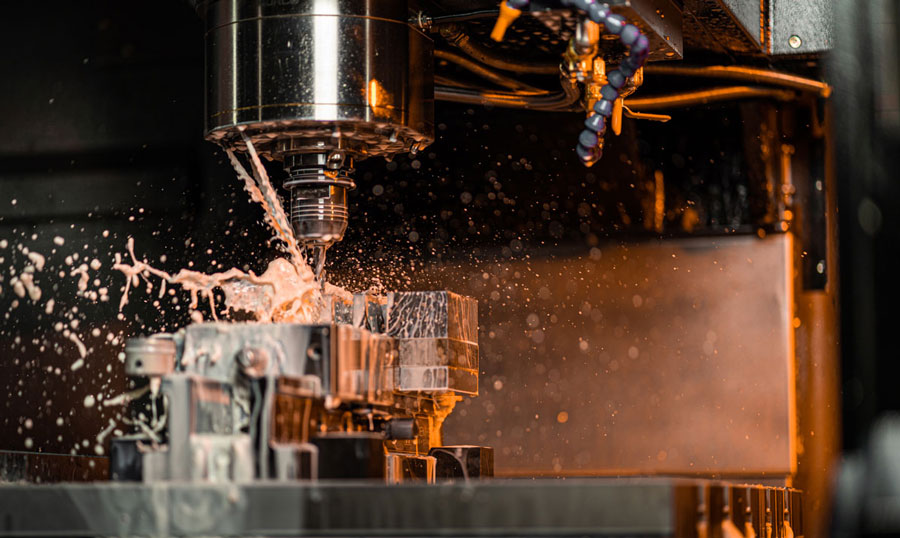
鑽孔是常見的切削加工方法之一,本文將分享進行金屬加工的鑽孔時,鑽頭的介紹與選擇,藉由提前鑽頭的相關資訊,讓各位進行選擇時能有個參考的依據,避免選擇錯誤而造成損失。
Scroll
鑽頭是一種切削工具,能透過旋轉運動,將工件去除材料後產生孔,鑽頭擁有不同的尺寸與形狀,且已進行標準化(分為公制與英制),大部分截面都為圓形,但某些專用鑽頭也能產生非圓形橫截面的孔。
鑽頭常用的材質有低碳鋼、高速鋼、碳化鎢、金剛石等,而塗層有黑色氧化物、氮化鈦(TiN)、氮化鈦鋁(TiAlN)、碳氮化鈦(TiCN)和鑽石粉末等。
相關資訊可參考 >> 刀具需要塗層嗎?鍍層種類這麼多如何選擇?/ 如何挑選合適的刀具:切削刀具材質與性能
鑽孔的加工條件十分多元,主要還是圍繞在孔徑大小、孔內深淺、工件材質與特殊加工需求等,因應不同的工件材料與條件,鑽頭發展出不同的精度、材質與長短刃的樣式,以下為各位介紹:
上述鑽頭是針對常見類型進行簡單介紹,不一定只有單個類型,因加工材質百百種,在選擇鑽頭時可多了解加工條件,以選擇最合適的鑽頭,甚至可以藉此節省工時與降低成本。